Produkta Enkonduko

Ĉefa Funkcio:
1. Ĝi taŭgas por prilabori muntajn truojn, akvofendojn, ŝlosajn truojn kaj formitajn truojn de diversaj aluminiaj profiloj.
2. Ĉiuj truoj kaj kaneloj sur la sama prilabora surfaco povas esti prilaboritaj en unu fiksa operacio, kiu havas ekstreme altan laborefikecon.
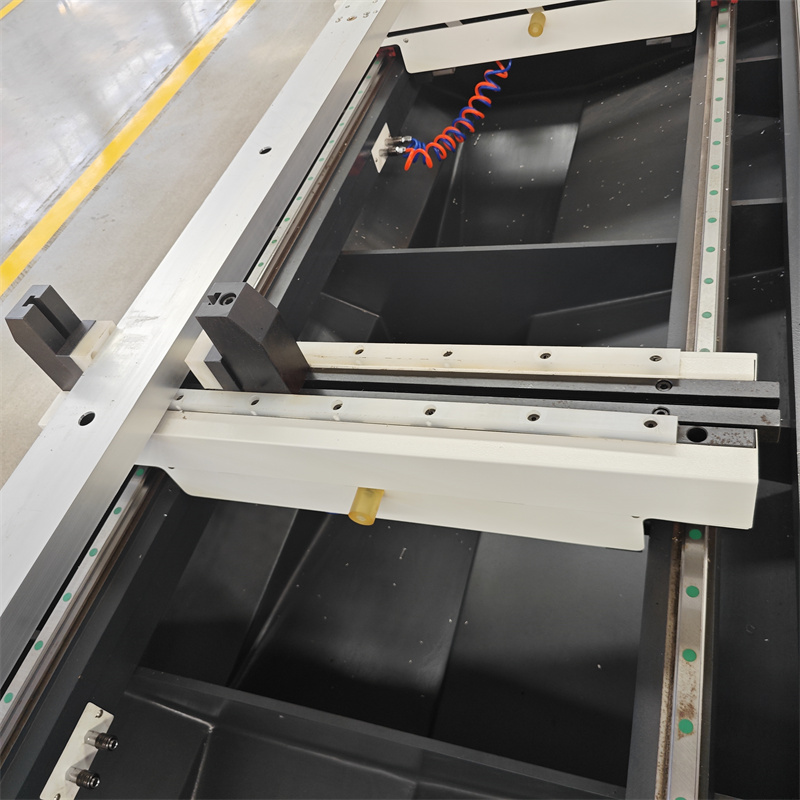
3. Labortablo: Movebla labortablo; pneŭmatika fiksado, labortabla alteco 800mm de la grundo.
4. Ekipita per 6-stacia movebla rotacia ilmagazeno kaj aŭtomata ilŝanĝo.
5. Operaciumo: Adoptu germanan PA CNC-regilon.
6. Aŭtomata lubrika sistemo: intermita aŭtomata lubrikado en la centro de la mova mekanismo;
7. Metodo de malvarmigo de iloj: oni uzas malvarmigan sistemon per olea nebulo.
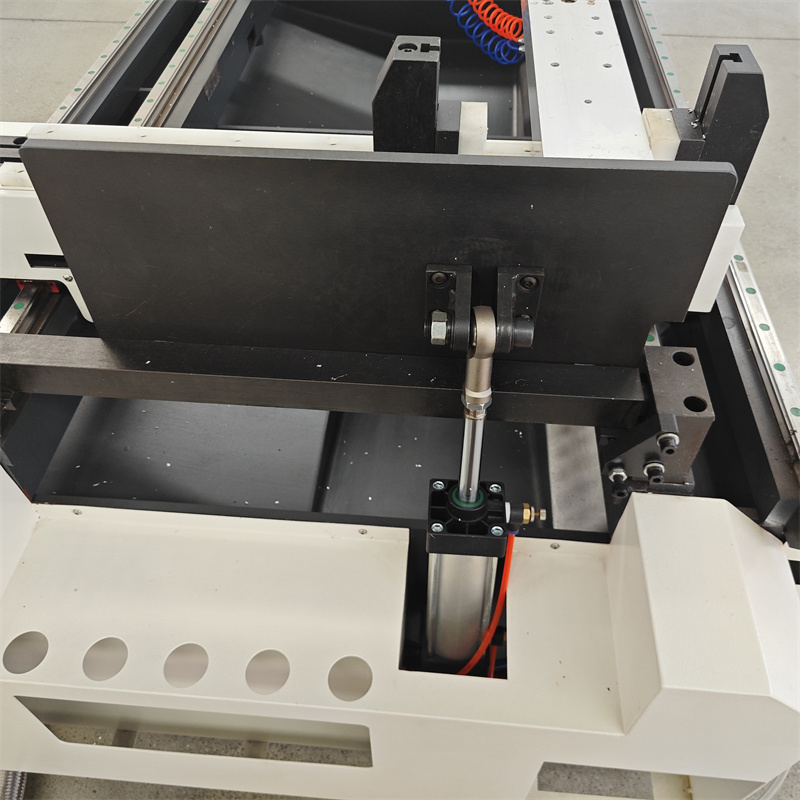
8. Du aroj de finaj poziciigaj aparatoj: uzante renversitan platan poziciigan deflektoron por X-aksa poziciigado, povas esti dividitaj en antaŭan kaj malantaŭan duobla-stacian prilaboradon.
9. Funkcio de agordo de ilo: la spindela ilo aŭtomate agordas la illongon kaj ĝisdatigas ĝin laŭ la programo;
10. Sekureca protekto: ŝprucpreventado; laboraverto; laborarea protekto, ktp.;
Ĉefa teknika parametro
| Enhavo | Unuo | Parametro | |
| Prilabora grandeco | X | mm | 6500 |
| Y | mm | 600 | |
| Z | mm | 300 | |
| Prilabora precizeco | pozicio | mm | ± 0.1 |
| Ripetu poziciigadon | mm | ±0.05 | |
| Vertikaleco de borado kaj frezado | mm/mm | 0.1/100 | |
| Tranĉsurfaca malglateco | um | Ra6.3 µm | |
| Furaĝa rapido | X-akso | m/min | 80 |
| Y-akso | m/min | 30 | |
| Z-akso | m/min | 15 | |
| Iloŝanĝa tempo | S | 1 0 | |
| Spindelo | Potenco/rapideco | kW/rpm | 9/2 4 000 |
| Servomotoro (Yaskawa, Japanio) | X | K | 1.80 |
| Y | K | 1.3 | |
| Z | K | 0.85 | |
| R (ilo-revuo) | K | 0.4 | |
| Tenilo | ISO30 ER25 | mm | Ø 16 |
| Maŝinilaj dimensioj | mm | Longo 7500 × Larĝo 1800 × Alto 1600 | |
| Dimensioj de elektra ŝranko | mm | 1200 × 1600 × 600 | |
| Bezonata energifonto | elektroprovizo | KVA | 13KW 380V 30A |
| Aerpremo | Mpa | 0,6~0,8 | |
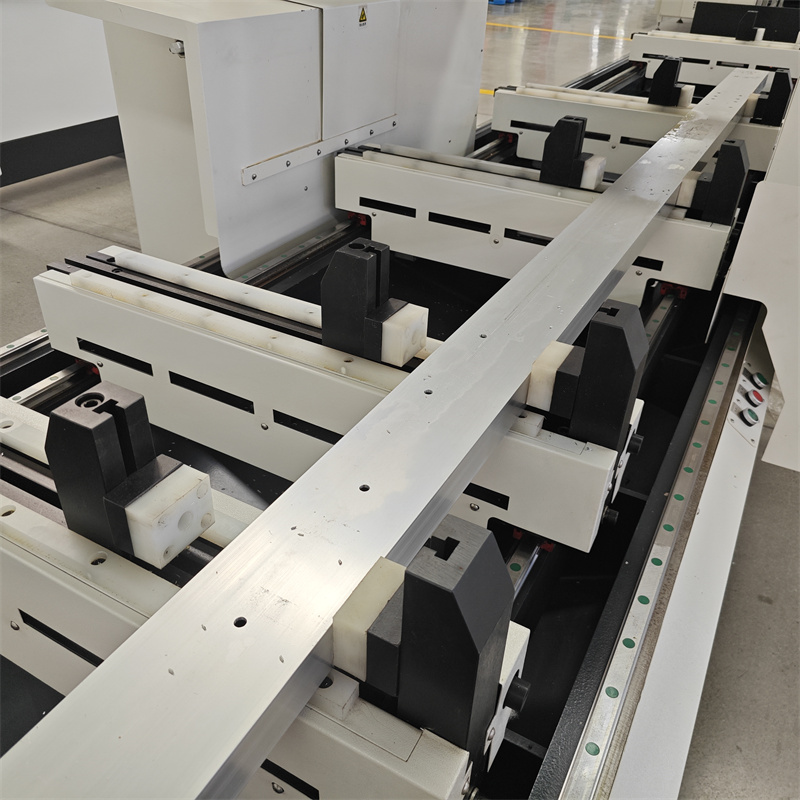
Produktaj Detaloj